









手持激光焊接是一种新型的焊接方式,也是激光材料加工技术应用的重要方面之一,光纤焊接主要针对薄壁材料、精密零件的焊接,焊接过程属于热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。可实现点焊、对接焊、叠焊密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高。
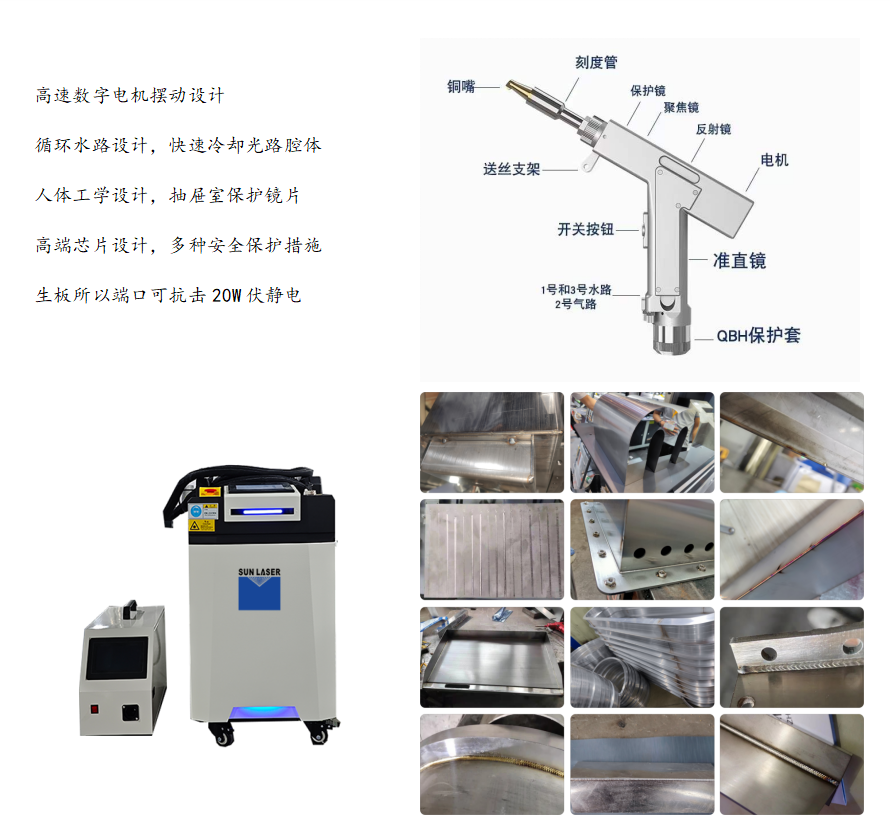
手持激光焊接机,1000-3000w最大激光输出功率,采用国内优质激光器,直线摆动手持中控系统。功率强大、功率、占空比可编程和智能化系统管理。直线摆动手持对焦简单。红光指示定位。内置冷却设备。与其它焊接技术比较,激光焊接的主要优点是∶邀光焊接速度快、深度大、变形小。能在室温或特殊的条件下进行焊接,焊接设备装置简单。
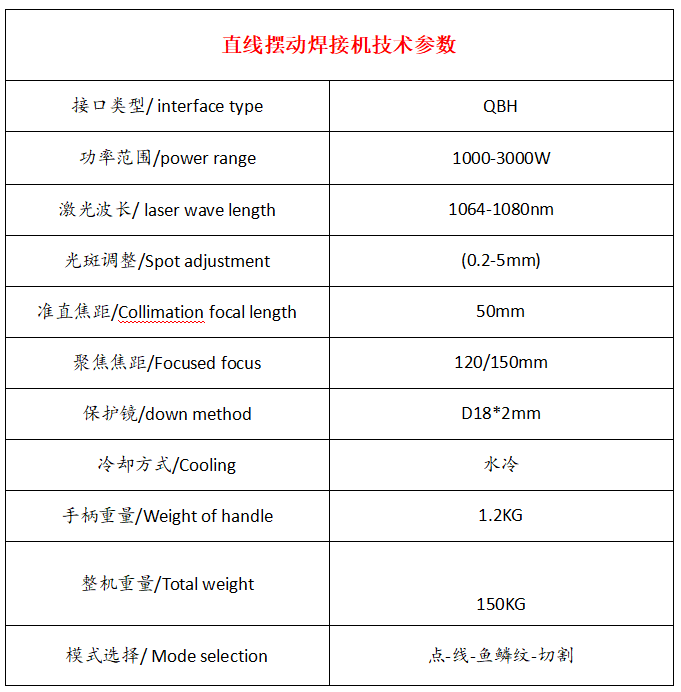
直线摆动焊接头技术参数
页面中控制部分∶工艺调节

1.工艺界面包含调试的工艺参数,点击框可修改,修改完毕后点击OK,然后保存在快捷工艺,使用时点击导入即可 (修改-保存-导入)。
2.频率∶ 扫描速度范围2-6000mm/S,扫描速度受到扫描宽度的限制,该限制关系是:10≤扫描速度/(扫描宽度*2) ≤1000如果超过限制,则会自动变为极限值。扫描宽度设为0时,则不会扫描(即点光源)(最常用的扫描速度:300mm/S,宽度2.5mm)。
3.宽度∶ 是指光斑大小,扫描宽度范围0-6mm。
4.功率∶ 100W-3000W 峰值功率需小于等于参数页激光器功率(如激光器功率1000W,则此数值不高于1000)。建议∶ 功率根据不同的材料厚度选择适当的激光功率.
5.占空比∶ 0-100% 建议:根据对焊接熔深要的要求而定.在薄板不穿透焊接时占空比可适量减小
6.频率∶ 50-10000HZ 建议:3000-5000HZ。通常情况下不需要改动
工艺参考(以实际为准,下列仅供参考):

